

What Tablet Manufacturing Really Means and Why It Matters
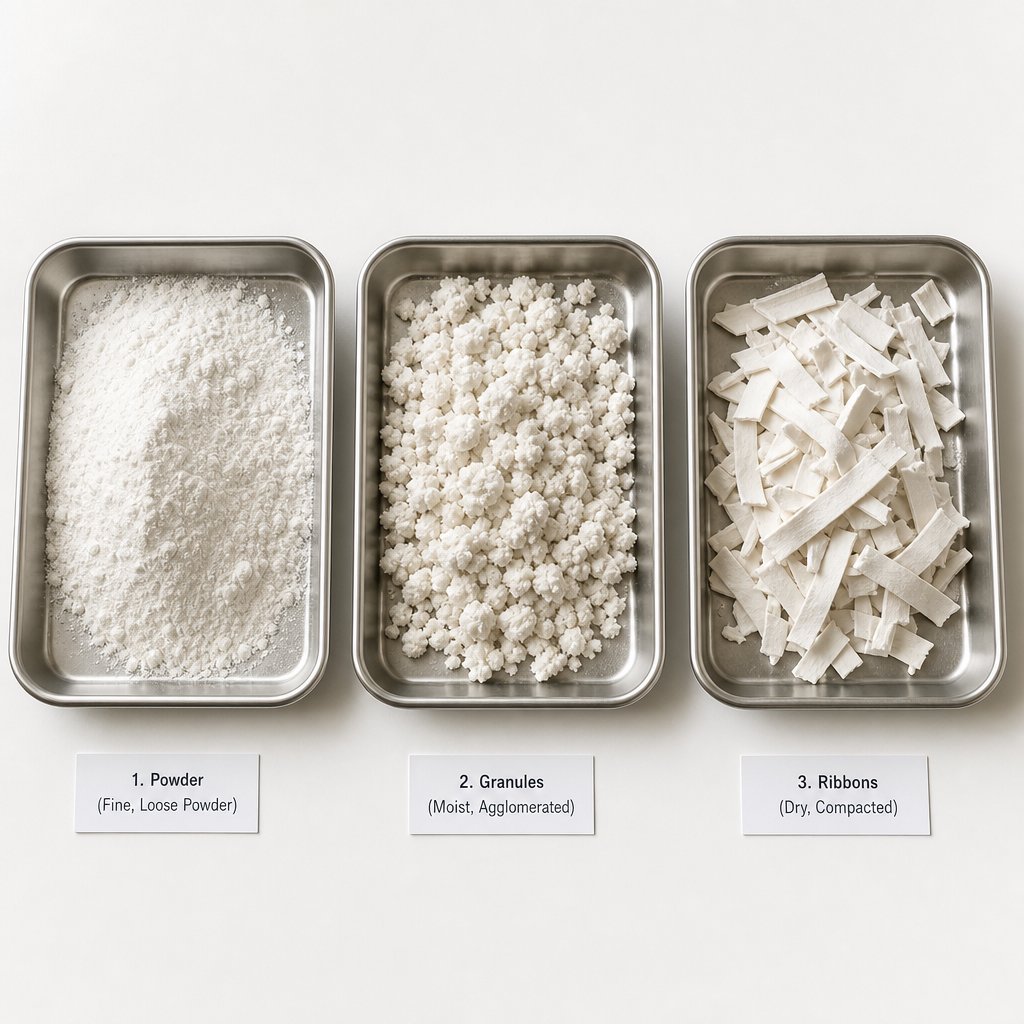
Ever wonder how a fine, loose powder ends up as a solid pill you can hold between two fingers? That transformation is tablet manufacturing: the process of converting raw active ingredients and supporting materials into precisely dosed, mechanically stable solid units through a controlled sequence of blending, granulation, compression, and finishing steps. It is the backbone of modern pharmaceuticals and supplements, and understanding how tablets are made reveals why this dosage form has dominated medicine cabinets worldwide for over a century.
What Is Tablet Manufacturing
At its core, tablet manufacturing is about consistency and control. A tablet in pharmaceutics is a solid dosage form containing one or more active pharmaceutical ingredients (APIs) combined with functional inactive materials called excipients. The manufacturing process ensures that every single unit in a batch delivers the same dose, dissolves at the right rate, and survives handling and storage without breaking apart. Achieving that level of precision requires a series of engineered steps, each building on the last, from raw powder all the way to a finished, coated product ready for packaging.
Why Tablets Dominate Oral Dosage Forms
Tablets account for the majority of all prescribed and over-the-counter oral medications. The reasons go beyond tradition. Compared to capsules, liquids, and injections, tablets offer a unique combination of practical advantages:
- Dosing accuracy - Compression under controlled force produces units with highly uniform weight and drug content, reducing the risk of under- or over-dosing.
- Chemical and physical stability - The compact, low-moisture solid form resists degradation from light, oxygen, and humidity far better than liquid formulations.
- Patient compliance - Small, portable, and easy to swallow (especially with a film coating), tablets fit seamlessly into daily routines without refrigeration or measuring devices.
- Cost-effective production - High-speed rotary presses can produce hundreds of thousands of tablets per hour, driving per-unit costs well below those of capsules or sterile injectables.
- Versatile release profiles - A single platform supports immediate release, sustained release, enteric protection, and even multi-layer designs for combination therapies.
These advantages explain why formulators default to tablets whenever the drug's properties allow it. Liquids remain necessary for patients who cannot swallow solids, and injections are essential for drugs destroyed in the gut, but for the vast majority of oral therapies, the tablet is the gold standard.
Overview of the Manufacturing Journey
Understanding how a tablet is made becomes much easier when you see the full journey mapped out. Every tablet, whether a prescription blood-pressure medication or a daily vitamin, passes through the same general stages:
- Raw material sourcing and testing - APIs and excipients are procured, identified, and verified against quality specifications.
- Formulation development - Scientists select the right excipient blend and processing route to match the drug's physical and chemical properties.
- Blending and granulation - Powders are mixed uniformly and, if needed, converted into granules that flow and compress predictably.
- Compression - Granules or powder blends are pressed into solid tablets inside a tablet press at high force.
- Coating - A thin polymer film or specialized layer is applied for taste masking, moisture protection, or controlled drug release.
- Quality control testing and packaging - Finished tablets undergo rigorous physical and chemical tests before being sealed in blister packs, bottles, or strips for distribution.
Each stage introduces variables that can make or break the final product. A poorly blended powder leads to inconsistent doses. Incorrect compression force produces tablets that crumble in the bottle or refuse to dissolve in the body. The details matter, and they start with what actually goes inside the tablet itself.
Inside a Tablet and What Each Ingredient Does
Pick up any tablet and you are holding far more than just the drug itself. So what are tablets made of, exactly? Every tablet contains two broad categories of material: the active pharmaceutical ingredient (API) that produces the therapeutic effect, and a carefully selected group of inactive materials called excipients that make the tablet possible to manufacture, stable on the shelf, and predictable inside the body.
Active Ingredients vs. Excipients
The API is the reason the tablet exists. It is the molecule that lowers blood pressure, relieves pain, or delivers a vitamin. Yet in most tablets, the API accounts for only a small fraction of the total weight. A typical tablet composition might be anywhere from 1% to 50% active ingredient by mass, with the remainder made up entirely of excipients. Low-dose drugs like levothyroxine (measured in micrograms) may contain less than 1% API, meaning over 99% of what you swallow is engineered support material.
That sounds surprising until you consider the practical challenge: you cannot compress a few micrograms of powder into a tablet large enough to pick up, swallow, and manufacture consistently. Excipients solve that problem while also controlling how the tablet behaves after you take it. They are not inert filler. The global excipients market reached roughly $9 billion in 2024 and is projected to exceed $14 billion by the early 2030s, reflecting just how critical these components are to modern drug delivery.
The Role of Each Excipient Category
Each excipient in a formulation serves a specific engineering purpose. Think of the tablet ingredients as a team where every member has a defined job:
| Excipient Category | Function | Common Examples |
|---|---|---|
| Binders | Hold particles together, providing tablet strength and structural integrity | Microcrystalline cellulose (MCC), polyvinylpyrrolidone (PVP), starch |
| Fillers / Diluents | Add bulk so the tablet reaches a practical size and weight | Lactose, mannitol, dicalcium phosphate |
| Disintegrants | Help the tablet break apart rapidly in gastrointestinal fluids to release the drug | Croscarmellose sodium, sodium starch glycolate, crospovidone |
| Lubricants | Reduce friction during compression and prevent sticking to punch faces | Magnesium stearate, stearic acid, sodium stearyl fumarate |
| Glidants | Improve powder flow into the die cavity for consistent tablet weight | Colloidal silicon dioxide, talc |
| Colorants / Flavoring Agents | Improve appearance, aid product identification, and mask unpleasant taste | Iron oxides, titanium dioxide, natural flavors |
Notice how each category addresses a different stage of the tablet's life cycle. Binders and fillers matter during compression. Lubricants and glidants matter during manufacturing. Disintegrants matter after the patient swallows. The composition of tablets is essentially a balancing act: every ingredient must work in harmony without interfering with the API's stability or release.
How Ingredient Ratios Affect Tablet Performance
Imagine formulating a tablet with a high-dose active ingredient like metformin (500-1000 mg per tablet). The API itself dominates the formulation, leaving little room for excipients. In that scenario, the active ingredient must have good compressibility on its own because there is less binder and filler available to compensate for poor powder properties.
Contrast that with a low-dose drug like warfarin (1-5 mg per tablet). Here, excipients make up the vast majority of the components of a tablet, and the formulator's primary challenge shifts to content uniformity: ensuring that tiny amount of API is distributed evenly so every tablet delivers the same dose. More filler means more opportunity for the drug to segregate or migrate unevenly through the blend.
This relationship between dose size and excipient ratio directly influences which manufacturing method a formulator selects. High-dose, well-compressing APIs may go straight to a press. Low-dose or poorly flowing APIs often need granulation to lock the drug into uniform granules before compression can even begin.
Granulation Methods Compared and How to Choose
The relationship between dose size and excipient ratio does more than shape a formula on paper. It determines which processing route the powder blend will follow on its way to becoming a finished tablet. The tablet manufacturing process branches into three primary paths: direct compression, wet granulation, and dry granulation. Each exists because no single method handles every combination of drug properties, dose levels, and production demands. Choosing the wrong path leads to tablets that crumble, fail dissolution testing, or vary wildly in potency from one unit to the next.
Direct Compression and When It Works Best
Direct compression is the simplest tablet manufacturing procedure available. You blend the API with excipients and a lubricant, then feed the mixture straight into a tablet press. No granulation step, no drying, no additional sieving. Fewer steps mean shorter processing time, lower equipment costs, and reduced risk of product loss between stages.
Sounds ideal, so why doesn't everyone use it? Because direct compression places heavy demands on the raw materials themselves. The powder blend must flow freely into the die cavity for consistent tablet weight, and it must compress into a cohesive compact without granulation to improve particle bonding. As Pharmaceutical Technology notes, this requires a very critical selection of excipients compared to granulation processes because the raw materials must demonstrate good flowability and compressibility for successful operation.
Both high and low API doses present challenges here. Most active ingredients have poor compressibility on their own, which becomes a problem when the formulation calls for a large proportion of drug. At the other extreme, blending a tiny amount of active into a large mass of excipient risks segregation, where smaller API particles sift through larger excipient particles during handling, destroying content uniformity.
Direct compression works best when:
- The API has acceptable flow and compressibility characteristics
- The dose is moderate (not extremely high or extremely low)
- The particle size distribution of all components is relatively narrow
- Moisture or heat sensitivity makes other methods risky
Wet Granulation Step by Step
When a powder blend's properties do not suit direct compression, wet granulation is often the answer. This method uses a liquid binder solution to agglomerate fine particles into larger, denser granules with improved flow and compressibility. The tablet manufacturing steps in a typical wet granulation process follow this sequence:
- Dry mixing - The API and excipients are blended in a high-shear granulator or fluid-bed processor to achieve initial homogeneity.
- Binder addition - A liquid binder (water, alcohol, or a polymer solution like PVP) is sprayed or poured onto the powder bed while mixing continues.
- Wet massing - Continued agitation forms moist granules as the binder bridges particles together.
- Drying - Granules are dried in a fluid-bed dryer, tray oven, or vacuum dryer to remove residual moisture.
- Milling and sieving - Dried granules are passed through a screen to break up oversized lumps and achieve a uniform particle size distribution.
- Final blending - A lubricant (and sometimes an extra-granular disintegrant) is mixed into the dried granules before compression.
Wet granulation narrows the particle size distribution of the bulk powder, which eliminates the segregation problems that plague direct compression. It also ensures superior compressibility, permitting higher quantities of API and ensuring good active distribution throughout the tablet. Research published in Pharmaceutics confirms that wet granulation can enhance flow behavior and compressibility, augment bioavailability, and facilitate greater homogeneity, particularly for low-dose APIs that need uniform dispersion.
The trade-off? Wet granulation exposes the API to moisture and heat during processing. That rules it out for moisture-sensitive compounds. It also adds multiple processing steps, increases production time, and introduces risk of product loss during transfers between equipment. Tablet formulation development teams must weigh these costs against the benefits of improved granule quality.
Dry Granulation for Sensitive Formulations
What happens when your API has poor flow (ruling out direct compression) but degrades in the presence of moisture or heat (ruling out wet granulation)? Dry granulation fills that gap. Instead of using a liquid binder, this method compacts powder into dense sheets or slugs using mechanical force alone, then mills those compacts into granules.
Two main techniques exist:
- Roller compaction - Powder is fed between two counter-rotating rollers under high pressure, producing a continuous ribbon of compacted material that is then milled into granules. This is the dominant industrial method.
- Slugging - Powder is compressed into large, rough tablets (slugs) on a heavy-duty press, then broken down into granules. Less common today due to lower throughput and less uniform results.
Dry granulation offers a shorter, more cost-effective manufacturing process than wet granulation while still improving powder flow and reducing segregation. Because no solvent is involved, it is especially suitable for active ingredients that are sensitive to solvents or labile to moisture and elevated temperatures. It also avoids the energy-intensive drying step, reducing both processing time and utility costs.
The limitation is that dry granulation produces denser, less porous granules compared to wet methods. This can affect disintegration and dissolution if not carefully managed. It also requires APIs and excipients with at least some inherent compactibility, since there is no binder solution to create liquid bridges between particles.
Choosing the Right Method Based on API Properties
Tablet formulation development ultimately comes down to matching the processing route to the drug's physical and chemical profile. Think of it as a decision tree:
If the API compresses well, flows adequately, and the dose is moderate, choose direct compression. If the API has poor flow or requires better content uniformity but is chemically stable, choose wet granulation. If the API is sensitive to moisture or heat but still needs improved flow, choose dry granulation.
Real-world decisions involve additional factors like production scale, equipment availability, and cost targets, but the API's sensitivity and compressibility are always the starting point. The table below summarizes how the three methods compare across the criteria that matter most during tablet formulation:
| Criteria | Direct Compression | Wet Granulation | Dry Granulation |
|---|---|---|---|
| Number of processing steps | 2-3 (blend, compress) | 5-7 (blend, granulate, dry, mill, blend, compress) | 3-4 (blend, compact, mill, compress) |
| Moisture exposure | None | High (liquid binder required) | None |
| Heat exposure | None | Moderate to high (drying step) | None |
| Equipment cost | Low (blender + press) | High (granulator + dryer + mill + press) | Moderate (roller compactor + mill + press) |
| Suitable API characteristics | Good flow, good compressibility, moderate dose | Poor flow, low dose, stable to moisture/heat | Poor flow, moisture-sensitive or heat-sensitive |
| Content uniformity | Risk of segregation with low-dose APIs | Excellent (drug locked into granules) | Good (improved over direct compression) |
| Scalability | Excellent (minimal process variables) | Good but complex (many parameters to control) | Good (continuous roller compaction scales well) |
No single method is universally superior. Direct compression wins on simplicity and cost. Wet granulation wins on versatility and content uniformity. Dry granulation wins when chemistry limits your options. The best formulators understand all three and select based on evidence, not habit.
Regardless of which granulation path a formulation follows, every route converges at the same critical point: the tablet press. That is where loose powder or carefully prepared granules face thousands of pounds of force and either become a solid, reliable tablet or reveal every weakness the upstream process failed to address.
The Compression Stage Where Powder Becomes a Tablet
Thousands of pounds of force, a fraction of a second, and a cavity smaller than your fingernail. That is all it takes to transform loose granules into a solid, precisely shaped compressed tablet. Tablet compression is the defining moment in manufacturing, the point where every upstream decision about formulation and granulation either pays off or falls apart.
The Science of Powder Compression
How does a pile of discrete particles become a single cohesive unit? The answer involves three bonding mechanisms working simultaneously under pressure:
- Mechanical interlocking - Irregularly shaped particles hook into one another as they are forced closer together, creating physical entanglement that resists separation.
- Intermolecular forces - As particle surfaces come within nanometers of each other, van der Waals attractions become significant. The greater the surface area in contact, the stronger these forces hold.
- Solid bridges - Localized melting or plastic deformation at high-pressure contact points fuses particles together, forming permanent bonds that persist after the force is removed.
A review in the International Journal of Pharmaceutical Sciences and Research describes this two-phase process as compression (volume reduction and particle rearrangement) followed by consolidation (formation of interparticulate bonds that create a stable compact). The success of tableting depends not only on the physicochemical properties of the powder but also on the rate and magnitude of force transfer from the machine.
Higher compression force pushes out more air, increases particle contact area, and raises tablet density. But there is an optimal window. Too little force produces friable tablets that crumble during handling. Too much force can over-compress the material, hindering dissolution and extending disintegration time beyond acceptable limits.
How a Tablet Press Works
Every tablet press, regardless of size or speed, shares the same core anatomy: an upper punch, a lower punch, and a die. The die is a cylindrical cavity that defines the tablet's diameter and shape. The punches move vertically into the die from above and below, applying the compression force that fuses the powder into a solid unit. Tooling design, including head flat geometry, punch tip shape, and scoring lines, determines the tablet's final physical characteristics.
The compression cycle follows a precise sequence each time a tablet is formed:
- Die filling - The lower punch drops within the die to create a cavity. Granules or powder flow in from a feed frame by gravity. The depth of the lower punch controls how much material enters, directly determining tablet weight.
- Weight adjustment - Excess powder is scraped from the die surface, and the lower punch position is fine-tuned to meter the exact fill volume required.
- Pre-compression - A low initial force is applied to remove trapped air from the powder bed and begin particle rearrangement. This step reduces the risk of capping defects caused by air entrapment during main compression.
- Main compression - High-pressure compression rolls drive the upper and lower punches together with full force, typically measured in kilonewtons (kN). This is where the bonding mechanisms described above do their work, fusing particles into a dense, cohesive tablet.
- Ejection - The upper punch retracts. The lower punch rises to push the finished tablet out of the die and onto a discharge chute or conveyor for collection.
The entire cycle, from filling to ejection, can happen in milliseconds on a high-speed press. That speed places enormous demands on powder flow properties: if granules cannot fill the die uniformly in that brief window, tablet weight varies from unit to unit.
Single-Punch vs. Rotary Press Production
Two categories of tablet press serve different stages of product development and production scale.
Single-punch (eccentric) presses use one set of tooling and produce one tablet per cycle. They are slow, typically generating a few thousand tablets per hour, but they require minimal material and allow precise control over individual compression parameters. This makes them ideal for R&D, formulation screening, and small clinical trial batches where pressing tablets in large volumes is unnecessary and material is scarce.
Rotary presses mount multiple sets of punches and dies around a rotating turret. As the turret spins, each punch set passes through the filling, compression, and ejection stations in sequence. A modern rotary press can hold anywhere from 16 to 75 or more punch stations and produce 250,000 to over 1,700,000 tablets per hour, depending on tablet size, shape, and press configuration. Cams control the vertical position of each punch as it rotates, ensuring consistent force application across every station.
The choice between press types is straightforward. Single-punch for development and feasibility. Rotary for commercial-scale production where speed, throughput, and cost per unit matter. Most pressed tablets reaching pharmacy shelves were formed on rotary equipment running at high speed with real-time monitoring of compression force, tablet weight, and thickness.
Three process variables ultimately determine whether a compressed tablet meets specification or fails quality testing:
- Compression force - The primary driver of tablet hardness and density. Increasing force improves mechanical strength up to an optimal point, beyond which dissolution suffers.
- Dwell time - The duration the punch heads remain in contact with the compression rolls. Longer dwell time allows more plastic deformation and stronger bonds, which is why slower turret speeds sometimes produce harder tablets from the same formulation.
- Punch speed (turret RPM) - Faster rotation reduces dwell time and can outpace the material's ability to deform plastically, leading to weaker tablets or elastic recovery defects like capping.
Balancing these three parameters is the art of tableting at production scale. A formulation that compresses beautifully at low speed on a single-punch press may cap or laminate when transferred to a high-speed rotary press, simply because the reduced dwell time does not allow adequate bond formation. Scale-up studies exist precisely to identify and resolve these gaps before commercial batches begin.
Compression gives a tablet its shape and mechanical strength, but the surface that leaves the press is often bare, uncoated, and vulnerable. What happens next determines whether that tablet survives storage, tastes acceptable to the patient, and releases its drug at the right location in the body.

Tablet Coating Types and How They Work
A bare tablet fresh off the press is functional but incomplete. It may taste bitter, absorb moisture from the air, or release its drug too quickly in the wrong part of the digestive tract. Coating solves all of these problems in a single post-compression step, and it is one of the most overlooked stages in understanding how tablets are manufactured.
Why Tablets Need Coating
Coating is not cosmetic decoration. It is an engineered layer of tablet material that serves multiple purposes simultaneously:
- Taste masking - Many APIs are intensely bitter. A polymer film prevents the drug from contacting taste buds during swallowing, improving patient compliance.
- Moisture and light protection - Hygroscopic or photosensitive drugs degrade when exposed to environmental conditions. A coating acts as a physical barrier that extends shelf life.
- Improved swallowability - A smooth, low-friction surface glides down the throat more easily than a rough compressed core, which matters especially for larger pharmaceutical tablets.
- Aesthetic appeal and identification - Color-coded coatings help patients distinguish between medications and reinforce brand identity.
- Modified drug release - Specialized coatings control where and how fast the drug dissolves, enabling targeted delivery to the intestine or sustained release over many hours.
In short, coating determines how do tablets work inside the body just as much as the formulation inside the core does.
Film Coating vs. Sugar Coating vs. Enteric Coating
Three primary coating types dominate tablet production, each suited to different therapeutic goals and manufacturing constraints.
Film coating applies a thin polymeric layer, typically based on cellulose derivatives like hypromellose (HPMC), mixed with plasticizers and pigments. It adds only 2-3% to tablet weight, dries quickly, and is compatible with high-speed automatic coating equipment. Film coating is the industry standard for the majority of oral solid dosage forms.
Sugar coating is the traditional method, applying multiple layers of sucrose-based syrup along with colorants and polishing wax. The result is a glossy, candy-like finish with excellent taste masking. The trade-off is significant: sugar coating can increase tablet weight by 30-50% and requires a labor-intensive, multi-step process that takes considerably longer than film coating.
Enteric coating uses pH-sensitive polymers, such as methacrylic acid copolymers, that remain intact in the acidic stomach environment (pH 1-3) but dissolve once they reach the higher pH of the small intestine (pH 5.5-7). This protects acid-labile drugs from gastric degradation and shields the stomach lining from irritating APIs like aspirin or certain antibiotics.
| Coating Type | Primary Purpose | Typical Thickness (Weight Gain) | Process Time | Common Applications |
|---|---|---|---|---|
| Film Coating | Protection, swallowability, branding | Thin (2-3%) | Short, efficient | OTC medications, daily supplements, generic drugs |
| Sugar Coating | Taste masking, visual appeal | Thick (30-50%) | Long, multi-step | Multivitamins, pediatric formulations, herbal tablets |
| Enteric Coating | Gastric protection, targeted intestinal release | Thin to moderate (pH-dependent polymer) | Moderate | Proton pump inhibitors, enzymes, NSAIDs |
The choice between these methods depends on the drug's sensitivity, the target release site, and production economics. Film coating dominates modern manufacturing because it balances performance with speed, but enteric and sugar coatings remain essential for specific therapeutic needs.
Sustained-Release Coating Technology
Beyond the three standard types, sustained-release (or controlled-release) coatings represent a more advanced category. These coatings use water-insoluble polymers like ethylcellulose to form a barrier membrane around the tablet core. Drug molecules must diffuse through the coating or escape through engineered pores, slowing release from a single rapid burst into a steady, predictable delivery over 8-24 hours.
The release rate is fine-tuned by adjusting the polymer-to-pore-former ratio and overall coating thickness. A thicker film with fewer pores slows release further, while a thinner film with more pore-forming agents accelerates it. This flexibility allows formulators to match the drug's pharmacokinetic requirements precisely.
Regardless of coating type, the process relies on two main equipment categories. Perforated pan coaters tumble tablets inside a rotating drum with perforated walls while spray guns atomize the coating solution onto the cascading tablet bed. Heated air passes through the perforations, drying the coating uniformly as it is applied. Fluidized bed coaters suspend tablets on a stream of warm air while spraying coating material from above or below, offering excellent uniformity for smaller tablets and multiparticulates.
Four process parameters govern coating quality in either system:
- Inlet air temperature - Controls drying rate. Too high risks premature drying and rough surfaces; too low causes tablet sticking.
- Spray rate - Determines how fast tablet material is deposited. Must balance with drying capacity to avoid over-wetting.
- Pan speed - Affects how frequently each tablet passes through the spray zone, directly influencing coating uniformity.
- Atomization pressure - Controls droplet size from the spray gun. Finer droplets produce smoother coatings but require higher air consumption.
Operators monitor these variables continuously, adjusting in real time to maintain uniform thickness across every tablet in the batch. Weight gain measurements, taken by sampling tablets at intervals, confirm that the target coating thickness has been achieved before the batch is discharged.
Coating gives a tablet its final functional identity, but a beautifully coated tablet is worthless if it fails to meet the rigorous quality standards that stand between the production floor and the patient. Every batch must prove itself through a battery of physical and chemical tests before it earns release.
Quality Control Tests That Ensure Every Tablet Works
A pharmaceutical tablet can look perfect on the outside and still fail the patient. Maybe it crumbles during shipping. Maybe it sits in the stomach without dissolving. Maybe one tablet in the batch contains twice the labeled dose while another contains half. Quality control testing exists to catch every one of these failures before a single tablet reaches a pharmacy shelf.
Every batch of tablets, whether produced for a global pharmaceutical brand or a small supplement line, must pass a defined series of physical and chemical evaluations. These are not optional spot checks. They are mandatory, standardized tests governed by pharmacopoeias like the USP, BP, and IP, and they determine whether a batch ships or gets rejected.
Physical Tests Every Tablet Must Pass
Physical testing evaluates the mechanical integrity and dimensional consistency of the finished tablet. Each test targets a specific failure mode that would compromise the product in real-world conditions:
- Weight uniformity - Twenty tablets are individually weighed and compared against the batch average. For tablets weighing 250 mg or more, no more than two individual tablets may deviate by more than 5% from the average weight, and none may exceed twice that percentage. This confirms that the die was filled consistently during compression, meaning every tablet delivers the intended dose.
- Hardness - A tablet is placed between two platens, and increasing force is applied until it fractures. Crushing strength should generally exceed 4 kg. Why does this matter to you? A tablet that is too soft will not survive the mechanical stress of bottling, shipping, and handling. One that is too hard may resist dissolution in the body.
- Friability - Twenty pre-weighed tablets tumble inside a Roche friabilator at 25 rpm for 4 minutes, simulating the abrasion of transport and handling. Weight loss must remain below 1%. If your tablets arrive as powder at the bottom of the bottle, friability testing failed somewhere.
- Tablet thickness - Measured with a micrometer, thickness must stay within ±5% of the standard value. Consistent tablet thickness ensures proper fit in blister packs and automated packaging lines. Even small deviations can jam high-speed packaging equipment or signal upstream problems with granulation or compression force.
- Content uniformity - Ten individual tablets are assayed for API content. Each tablet must fall within 85-115% of the label claim, and none may fall outside 75-125%. This test is especially critical for low-dose drugs where even minor blending inconsistencies can produce clinically significant dose variation.
Notice the pattern: each test protects a different stage of the tablet's journey. Hardness and friability protect the tablet during distribution. Weight uniformity and content uniformity protect the patient from incorrect dosing. Tablet thickness protects the packaging process. Together, they form a comprehensive safety net for every pharmaceutical tablet in the batch.
Dissolution and Disintegration Testing Explained
Physical integrity means nothing if the tablet does not release its drug properly inside the body. That is where performance testing comes in, and it is arguably the most important quality gate in tablet manufacturing.
Disintegration testing measures how quickly a tablet breaks apart in fluid. Six tablets are placed in individual glass tubes fitted with a 10-mesh screen at the bottom, then cycled up and down in a medium maintained at 37±2 degrees C (body temperature). Uncoated tablets must disintegrate completely within 15 minutes according to IP and BP standards. Coated tablets get up to 60 minutes. Enteric-coated tablets must resist disintegration in acid but break apart within the specified time once transferred to buffer. If particles do not pass through the screen within the time limit, the batch fails.
Dissolution testing goes a step further. Rather than simply confirming the tablet breaks apart, dissolution measures the rate and extent of drug release over time. A single tablet is placed in a vessel containing dissolution medium at 37±0.5 degrees C, and samples are withdrawn at specified intervals to quantify how much API has dissolved. USP describes dissolution tests as performance tests that can be used during the entire lifecycle of a drug product, from early development throughout its shelf life. They measure the amount of active ingredient released from the dosage form over time under standardized conditions.
For immediate-release tablets, the acceptance criteria follow a staged approach: six tablets are tested first (Stage S1), and each must release not less than Q + 5% of the labeled amount. If any fail, testing expands to 12 and then 24 tablets with progressively wider acceptance bands. This staged design balances statistical rigor with practical efficiency.
Why should you care about dissolution? Because a tablet in pharmacy practice is only as good as its ability to deliver drug into the bloodstream. Two tablets with identical API content can produce vastly different therapeutic outcomes if one dissolves in 10 minutes and the other takes 90. Dissolution testing is the bridge between manufacturing quality and clinical effectiveness.
GMP Standards and Batch Release Criteria
Individual test results mean little without a system that ensures they are performed correctly, documented thoroughly, and acted upon consistently. That system is current Good Manufacturing Practice (cGMP), enforced by the FDA and equivalent regulatory bodies worldwide.
Under cGMP, every batch of tablets generates a complete documentation trail, often called the batch record, that includes:
- Raw material identity and purity certificates
- In-process control (IPQC) results recorded at defined intervals during production
- Finished product quality control (FPQC) test results for every parameter listed above
- Equipment calibration and cleaning records
- Deviation reports and corrective actions for any out-of-specification result
A batch is released for distribution only when every test result falls within the predefined acceptance criteria and the quality unit has reviewed and approved the complete record. A single out-of-specification result triggers an investigation. The tablet in pharma manufacturing does not leave the facility on hope. It leaves on evidence.
Quality control confirms that a batch meets specification, but it cannot fix a fundamentally flawed process. When tablets consistently fail testing, the root cause usually traces back to a specific manufacturing defect, a mechanical or formulation problem that produces visible, diagnosable symptoms in the finished product.

Common Tablet Defects and How Manufacturers Fix Them
Even with rigorous quality testing in place, defects still happen. A tablet press running at full speed produces thousands of units per minute, and small deviations in formulation, equipment, or environment can cascade into visible, measurable failures. Recognizing these defects early and understanding their root causes is what separates efficient tableting manufacturing from costly batch rejections.
Five defects account for the majority of problems encountered when manufacturing tablets at commercial scale. Each one has a distinct visual signature, a traceable cause, and a proven fix.
Capping and Lamination Causes and Fixes
Capping looks like the top of the tablet cleanly separating from the body, as if a lid popped off. Lamination is similar but occurs deeper: the tablet splits into horizontal layers anywhere within its structure. Both are compression-related structural failures, but their mechanisms differ.
Capping is primarily driven by air entrapment and fine particle migration. As the press compresses powder at high speed, trapped air cannot escape fast enough. When compression force releases, that air expands and fractures the weakest plane, typically the cap-band junction. Excessive fines in the blend migrate to this junction during air escape, creating a fault line of poorly bonded particles.
Lamination points to a deeper bonding problem. Insufficient binder, over-lubrication with tableting excipients like magnesium stearate, or overly dry granules that lack plasticity all prevent particles from forming strong internal bonds. Research confirms that high elastic recovery and tensile stresses within the compact contribute to layer separation, especially in biconvex tablet designs with thin bands.
The fixes target the root mechanics. For capping: apply pre-compression to expel trapped air before main compression, reduce turret speed to increase dwell time, and sieve the blend to remove excess fines. For lamination: reduce lubricant concentration or shorten final blending time, increase binder content, and consider flatter punch tooling that reduces shear stress during ejection.
Sticking and Picking Prevention
Sticking occurs when tablet material adheres to the flat face of the punch. Picking is a specific form of sticking where particles lodge inside the engraved letters, numbers, or logos on the punch surface. Both produce tablets with rough, pitted surfaces and blurred identification markings.
The causes are surprisingly varied. Tablets & Capsules identifies moisture content, inadequate lubrication, excessive fines (especially above 30% of particles under 75 microns), low melting point ingredients, and even punch surface finish as contributing factors. Case-hardened granules, dry on the outside but still moist internally from improper drying, are a particularly sneaky culprit. They fracture during compression and expose wet surfaces that bond to the punch face instead of to neighboring particles.
Prevention starts with formulation: ensure proper granule drying, screen lubricants to remove lumps, and keep fines below 15% of the blend. On the press, controlling room humidity, increasing compression force and dwell time, and polishing punch tips all reduce adhesion. For persistent picking, tooling vendors recommend wider stroke angles (35-40 degrees), partial pre-picking of enclosed letter islands, and high-chromium steel punches that offer superior product release characteristics.
Weight Variation and Mottling Troubleshooting
Weight variation means the die is not filling consistently from one compression cycle to the next. You end up with tablets in manufacturing that contain different amounts of material, which directly translates to dose variation. The usual suspects: poor powder flow, inconsistent particle size distribution, worn scraper blades, incorrect feeder speed, or a fill cam that overworks the granulation and generates additional fines during recirculation.
Mottling is purely visual, an uneven distribution of color across the tablet surface, but it signals a deeper problem with blend uniformity. When colored API particles differ in size or density from the excipients, they segregate during feeding or inside the die. High press speeds and aggressive feeder paddles accelerate this de-mixing.
Fixing weight variation requires tightening control over powder properties (narrow particle size distribution, adequate flow) and press setup (correct feeder clearance, appropriate paddle speed, sharp scraper blade). Mottling responds to better blending protocols, slower press speeds, and in some cases switching from direct compression to wet granulation, which locks all components into uniform granules that resist segregation.
The table below summarizes each defect for quick reference during troubleshooting:
| Defect | Visual Appearance | Root Cause | Solution |
|---|---|---|---|
| Capping | Top or bottom cap separates cleanly from the tablet body | Air entrapment, excessive fines, high elastic recovery, insufficient dwell time | Apply pre-compression, reduce press speed, remove excess fines, use shallower punch concavity |
| Lamination | Tablet splits into two or more horizontal layers | Over-lubrication, insufficient binder, overly dry granules, deep concave tooling | Reduce lubricant or mixing time, increase binder, optimize granule moisture, use flatter tooling |
| Sticking / Picking | Rough, pitted surface; blurred or incomplete embossing | Excess moisture, inadequate lubrication, high fines content, low melting point API, worn punch surface | Control humidity, optimize lubricant level, reduce fines, polish or coat punch tips, widen engraving stroke angle |
| Mottling | Uneven color distribution with light or dark patches | Blend segregation due to particle size or density differences, high press speed causing de-mixing | Improve blending uniformity, reduce press speed, switch to wet granulation for better component locking |
| Weight Variation | No visible defect, detected by individual tablet weighing | Poor powder flow, inconsistent particle size, worn scraper blade, incorrect feeder settings | Improve flow properties, narrow particle size distribution, maintain feeder and scraper, adjust fill cam |
Every defect on this list is preventable. The key is systematic diagnosis: identify the symptom, trace it to a root cause in formulation or equipment, and apply the targeted correction rather than guessing. Manufacturers who build this diagnostic discipline into their process rarely face repeated batch failures.
These defects and their solutions apply broadly across the industry, but the specific challenges shift depending on whether you are manufacturing a tightly regulated pharmaceutical product or a multi-ingredient dietary supplement. The standards, formulation strategies, and production realities differ more than most people realize.
Pharmaceutical vs. Supplement Tablet Manufacturing
A blood-pressure medication and a daily multivitamin both come off a tablet press, but the paths they follow to get there, and the rules governing those paths, are fundamentally different. Understanding where pharmaceutical and nutraceutical manufacturing diverge helps explain why supplement brands face a unique set of formulation challenges and why most of them rely on external partners to bring products to market.
Pharmaceutical vs. Supplement Manufacturing Standards
The regulatory gap between these two worlds is significant. Pharmaceutical tablets must survive a multi-year FDA approval process that includes preclinical studies, clinical trials, and a New Drug Application (NDA) demonstrating safety, efficacy, and manufacturing consistency. Every formulation change, every equipment substitution, and every site transfer requires regulatory notification or approval. Quality systems follow ICH guidelines (Q7 through Q12), which dictate everything from process validation to stability testing protocols.
Dietary supplements operate under a different framework entirely. The FDA regulates supplements under the Dietary Supplement Health and Education Act of 1994 (DSHEA), which places the responsibility for evaluating safety and labeling on manufacturers and distributors before marketing. There is no pre-market approval requirement. The FDA can take action against adulterated or misbranded products after they reach the market, but it does not review or approve supplement formulations before sale.
That does not mean supplements are unregulated. Tablets manufacturers in the supplement space must comply with 21 CFR Part 111, the cGMP regulations specific to dietary supplements. These rules require identity testing of incoming ingredients, in-process controls, finished product testing, and complete batch records. The difference is one of intensity and oversight: pharmaceutical cGMP (21 CFR Parts 210/211) demands more extensive validation, tighter process controls, and ongoing regulatory inspections at a higher frequency.
How Nutraceutical Tablet Formulation Differs
Beyond regulation, the formulation challenges diverge sharply. Pharmaceutical tablets typically contain a single potent API at doses measured in milligrams or even micrograms. The formulator's primary concern is content uniformity: ensuring that tiny amount of drug is distributed perfectly across every tablet in the batch. Complex granulation methods, extended blending protocols, and sophisticated excipient systems are often necessary to achieve that precision.
Supplement tablets flip the equation. A typical multivitamin or mineral tablet may contain 10-20 active ingredients at doses ranging from hundreds of milligrams down to micrograms of trace minerals. The total tablet weight can reach 1,500 mg or more. According to All4Nutra, tablets offer high dose capacity, allowing them to accommodate larger amounts of active ingredients compared to capsules or gummies, making them ideal for high-potency formulations.
This high-dose, multi-ingredient reality means supplement formulations often favor direct compression when possible, since the active ingredients themselves constitute the bulk of the tablet and many natural compounds like calcium carbonate or microcrystalline cellulose compress well on their own. Wet granulation enters the picture when botanical extracts with poor flow or hygroscopic vitamins threaten blend uniformity.
The format diversity in supplements also extends well beyond standard compressed tablets and caplets. Consider the range of specialized forms a tablet manufacturer might produce:
- Chewable tablets - Formulated with sweeteners like mannitol or xylitol and natural flavors for a pleasant mouthfeel. Popular in pediatric vitamins, sports nutrition, and general wellness products where swallowing large tablets is a barrier.
- Effervescent tablets - Contain citric acid and sodium bicarbonate that react in water to create a fizzy beverage. They offer enhanced bioavailability and a more enjoyable consumer experience, particularly for electrolytes and vitamin C.
- Orally disintegrating tablets (ODTs) - Dissolve rapidly in the mouth without water, using superdisintegrants and specialized binders. Ideal for consumers who dislike swallowing pills or caplets.
- Modified-release tablets - Sustained or controlled-release formats that deliver actives slowly over hours, commonly used for sleep support, adaptogens, and energy maintenance products.
Each format requires different excipient systems, tooling configurations, and process parameters. A tablet manufacturing company producing effervescent tablets needs humidity-controlled environments and specialized packaging to prevent premature activation of the acid-base reaction. Chewable tablets demand extensive taste-masking work and organoleptic testing that pharmaceutical manufacturers rarely encounter.
The Role of Contract Manufacturing in Health Products
Here is the practical reality: most supplement brands do not own manufacturing facilities. Building a GMP-compliant tablet production line requires millions in capital investment for equipment, cleanrooms, quality laboratories, and trained personnel. For a brand launching its first product or testing a new market, that investment makes no sense.
This is where OEM (Original Equipment Manufacturer) and ODM (Original Design Manufacturer) contract manufacturers fill the gap. An OEM tablets manufacturer produces products according to the brand's own formula and specifications. The brand supplies the formulation, and the manufacturer handles sourcing, blending, compression, coating, and packaging. An ODM partner goes further, designing the formulation from scratch based on market research and the brand's target positioning, then manufacturing the finished product ready for sale.
Both models allow brands to enter the market without bearing the full cost and complexity of in-house production. The contract manufacturer brings GMP-certified facilities, formulation expertise, regulatory knowledge, and scalable capacity. The brand focuses on marketing, distribution, and customer relationships.
For brands evaluating potential partners, the most capable tablets manufacturers offer flexibility across multiple product formats, not just tablets. A company like ZhuFeng, for example, provides OEM/ODM health food manufacturing services spanning hard capsules, tablets, powder and granule products, soft capsules, gummy candy, and oral liquids. That multi-format capability matters because consumer preferences vary by market and demographic. A brand that starts with tablets may need to expand into gummies or powders as it grows, and working with a single manufacturing partner who handles customized formulation and scalable production across all formats simplifies that expansion considerably.
The key criteria when selecting a contract manufacturer include GMP certification, demonstrated experience with your specific tablet type, formulation development support, flexible minimum order quantities for initial runs, and the ability to scale production as demand grows. A partner who can only produce one format or one volume level becomes a bottleneck the moment your business evolves.
Whether produced in-house by a pharmaceutical giant or contracted through an OEM/ODM partner by a growing supplement brand, every tablet still faces the same fundamental manufacturing challenges. The difference lies in scale, regulatory burden, and how quickly emerging technologies are reshaping what is possible on the production floor.

Future Technologies and Choosing the Right Manufacturing Partner
The fundamentals of how to make tablets have remained remarkably stable for decades: blend, granulate, compress, coat, test. But the infrastructure surrounding those steps is evolving fast. Three technologies are redefining what is possible in terms of speed, precision, and personalization, and they are already influencing how pills are manufactured at the leading edge of the industry.
Emerging Technologies in Tablet Production
Continuous manufacturing replaces the traditional batch model with an uninterrupted production line where raw materials enter at one end and finished tablets exit at the other. Instead of processing discrete lots through separate equipment with hold times between steps, continuous systems integrate feeding, granulation, drying, blending, and compression into a single connected flow. A 2025 study published in the European Journal of Pharmaceutics and Biopharmaceutics demonstrated a digital real-time release testing (RTRT) strategy on the ConsiGma TM-25 continuous tableting line, using residence time distribution models and material tracking algorithms to assign complete quality data to individual tablets without traditional off-line testing. The result: faster batch release, reduced waste, and a smaller manufacturing footprint.
3D-printed tablets enable geometries and release profiles that conventional presses cannot achieve. By depositing material layer by layer, 3D printing can create highly porous structures that disintegrate in seconds, multi-compartment designs that release different drugs at different rates, or personalized doses tailored to an individual patient's needs. The FDA approved the first 3D-printed tablet (Spritam) back in 2015, and the technology continues to mature toward broader commercial adoption.
AI-driven process analytical technology (PAT) uses machine learning models trained on sensor data, near-infrared spectroscopy, and equipment parameters to predict tablet quality in real time. Rather than pulling samples and waiting for lab results, PAT systems flag deviations the moment they occur, enabling immediate corrective action. Combined with continuous manufacturing, PAT moves the industry from quality by testing toward quality by design, where every tablet's history is digitally traceable from raw material to finished product.
These innovations do not eliminate the need for sound formulation science. They amplify it. A poorly designed formula will fail on a continuous line just as quickly as on a batch press. But for brands asking how do you make tablets at scale with greater consistency and lower cost, these technologies represent the next frontier.
What to Look for in a Tablet Manufacturing Partner
Understanding how to make a tablet is one thing. Actually producing thousands or millions of them to specification is another. Most brands, especially those entering the supplement or functional food space, partner with contract manufacturers rather than building their own facilities. The complexity of how are pills made, from granulation through coating and quality testing, demands specialized equipment and expertise that few startups can justify in-house.
When evaluating potential manufacturing partners, prioritize these criteria:
- Multi-format capability and customized formulation - A partner like ZhuFeng that offers OEM/ODM services across tablets, hard capsules, soft capsules, gummy candy, powder/granules, and oral liquids gives you room to expand your product line without switching manufacturers. Their scalable production and formulation development support mean you can go from concept to market-ready product under one roof.
- GMP certification and regulatory compliance - Verify current GMP certification and ask for audit reports. A credible manufacturer maintains documentation systems that satisfy both domestic and international regulatory requirements.
- Formulation development support - The best partners do not just press your powder. They help optimize excipient selection, granulation method, and coating strategy based on your active ingredients and target release profile.
- Flexible minimum order quantities (MOQs) - Especially important for new brands testing the market. A manufacturer willing to run smaller initial batches reduces your financial risk while you validate demand.
- Stability testing services - Accelerated and long-term stability studies confirm your product maintains potency and physical integrity throughout its shelf life. Partners who offer this in-house save you time and coordination costs.
- Scalability - Your first order might be 10,000 units. Your tenth might be 10 million. Ensure the facility has the press capacity, coating equipment, and packaging lines to grow with you without quality compromises.
The question of how to make pills that are safe, effective, and commercially viable ultimately comes down to two things: sound formulation science and a manufacturing partner equipped to execute it at scale. The technology will keep advancing, regulations will keep tightening, and consumer expectations will keep rising. Brands that invest in understanding the process, and in choosing partners who master it, will consistently deliver tablets that do what they promise.
Frequently Asked Questions About Tablet Manufacturing
1. What are the main steps in tablet manufacturing?
Tablet manufacturing follows a sequential process: raw material sourcing and testing, formulation development, blending and granulation (wet, dry, or direct compression), compression on a tablet press, coating for protection or controlled release, and finally quality control testing and packaging. Each step builds on the previous one, and errors at any stage can compromise the final product's dose accuracy, stability, or dissolution performance.
2. What are tablets made of besides the active ingredient?
Most tablets contain far more excipient material than active ingredient. Excipients include binders (like microcrystalline cellulose) that hold particles together, fillers that add bulk, disintegrants that help the tablet break apart in the body, lubricants that prevent sticking to machinery, glidants that improve powder flow, and colorants or flavoring agents. In low-dose medications, excipients can account for over 99% of the tablet's total weight, each serving a specific engineering function rather than acting as inert filler.
3. What is the difference between wet granulation and dry granulation?
Wet granulation uses a liquid binder solution to form granules, producing excellent content uniformity and flow properties, but it exposes the active ingredient to moisture and heat during processing. Dry granulation uses mechanical force alone (roller compaction or slugging) to compact powder into sheets that are then milled into granules, making it suitable for moisture-sensitive or heat-sensitive drugs. The choice depends primarily on the active ingredient's chemical stability and physical properties.
4. Why do some tablets have a coating?
Tablet coatings serve multiple functional purposes beyond appearance. Film coatings mask bitter taste, protect against moisture and light degradation, and improve swallowability. Enteric coatings use pH-sensitive polymers to prevent dissolution in the stomach and target drug release to the intestine. Sustained-release coatings control how fast the drug is released over several hours. The coating type is selected based on the drug's therapeutic requirements and patient compliance needs.
5. How do supplement brands manufacture tablets without owning a factory?
Most supplement brands use OEM or ODM contract manufacturers who provide GMP-certified facilities, formulation expertise, and scalable production capacity. An OEM partner produces tablets according to the brand's own formula, while an ODM partner designs the formulation from scratch. Companies like ZhuFeng offer multi-format manufacturing across tablets, capsules, gummies, powders, and oral liquids, allowing brands to launch and expand product lines without the capital investment of building their own production facilities.


