

What Protein Powder Actually Is and How It Gets Made
Protein powder is a concentrated form of protein extracted from animal or plant sources through a multi-stage industrial process. Raw ingredients like milk, peas, or eggs undergo extraction, filtration, drying, and blending to produce the fine, scoopable powder you mix into shakes and smoothies.
Protein Powder Defined
So what is protein powder, exactly? It is a dietary supplement designed to deliver a high dose of protein in a convenient, shelf-stable format. Manufacturers derive it from several source categories, including dairy (whey and casein), plants (pea, soy, rice, hemp), eggs, collagen, and beef. Each source follows a slightly different production path, but the core goal remains the same: isolate the protein, remove what you don't need, and dry it into powder form.
When you look at what is protein powder made from, the answer depends on the type. Whey comes from the liquid byproduct of cheese production. Plant-based versions start with crops like yellow peas or soybeans. Egg protein uses albumin from egg whites. Regardless of origin, every variety goes through a refining process that concentrates the protein content well above what you would find in whole food.
Most people don't realize that producing one pound of whey protein requires approximately nine pounds of milk, making it a remarkably resource-intensive process from farm to finished product.
The Manufacturing Journey at a Glance
Imagine the path from a dairy farm or crop field to the tub sitting on your kitchen counter. That journey follows a predictable sequence, regardless of the protein source. Here is the roadmap:
- Sourcing - Selecting and testing raw ingredients for quality
- Extraction - Separating protein from fats, carbohydrates, and fiber
- Filtration - Purifying the protein to increase concentration
- Drying - Converting liquid protein into a stable powder
- Blending - Adding flavors, sweeteners, and functional ingredients
- Packaging - Final quality checks before the product reaches shelves
Each stage introduces decisions that shape the protein's purity, taste, texture, and nutritional profile. The differences between a budget tub and a premium isolate often come down to how these steps are executed, not just what are protein powders made of at the ingredient level.
Everything starts with where the raw materials come from and how they are handled before they ever reach a processing facility.
Raw Ingredient Sourcing From Farm to Factory
Where does protein powder come from before it reaches a processing plant? The answer starts in fields and on farms, and the decisions made at this stage ripple through every step that follows. Most discussions of protein manufacturing skip straight to filtration or drying, but sourcing is where quality is either built in or permanently compromised.
Dairy Sourcing and Milk Quality Standards
If you have ever wondered "whey protein where does it come from," the trail leads back to dairy cows. Milk is the primary whey protein source, and not all milk is created equal. Dairy farms supplying protein manufacturers must meet strict quality benchmarks before their milk enters the production pipeline.
Three indicators matter most:
- Fat content - Standardized fat levels ensure consistent separation of milk whey from curds during processing
- Somatic cell count (SCC) - A low SCC signals healthy udders and minimal inflammation, which translates to cleaner protein fractions
- Absence of antibiotics and contaminants - Residues can interfere with enzymatic reactions later in production and compromise food safety
Is whey a dairy product? Yes. Is whey protein dairy? Absolutely. The liquid whey separated during cheese production retains roughly 50% of the nutrients in the original milk, including soluble proteins, lactose, vitamins, and minerals. That means the nutritional quality of the starting milk directly determines what ends up in your scoop.
High-quality sports nutrition and infant formula applications demand pasteurization immediately after fat and fines removal, a step that preserves protein integrity from the very beginning of the supply chain.
Plant Crop Selection and Agricultural Practices
Where do protein powders come from when they are plant-based? Fields of yellow peas, soybeans, rice, and hemp. Crop selection is the first variable, but growing conditions shape the final product just as much as the species itself.
Soil mineral content, rainfall patterns, and fertilization practices all influence the amino acid profile of harvested crops. A pea grown in nutrient-rich soil will yield a different protein composition than one grown in depleted ground. Organic farming avoids synthetic pesticides and herbicides, reducing the risk of chemical residues carrying through into the finished powder. Conventional farming, on the other hand, often delivers higher yields at lower cost, which affects pricing downstream.
Is milk a complete protein? Yes, it contains all nine essential amino acids in adequate proportions. Most individual plant crops cannot make that same claim. Legumes tend to be low in sulfur-containing amino acids like methionine, while grains often lack sufficient lysine. This amino acid gap at the agricultural level is why manufacturers later blend multiple plant sources together.
Why Raw Ingredient Quality Matters to the Final Product
Think of sourcing as the foundation of a building. A weak foundation limits everything built on top of it. Milk with high somatic cell counts produces whey with more impurities, requiring harsher filtration that can strip away beneficial bioactive compounds. Crops harvested from poor soil yield protein with an incomplete amino acid profile that no amount of processing can fix.
The table below highlights how dairy and plant sourcing differ across key factors:
| Factor | Dairy (Whey) Sourcing | Plant Sourcing |
|---|---|---|
| Raw material | Cow's milk | Peas, soy, rice, hemp crops |
| Quality indicators | Fat content, somatic cell count, antibiotic absence | Amino acid profile, pesticide residue levels, moisture content |
| Key variables | Herd health, feed quality, milking hygiene | Soil conditions, climate, organic vs conventional farming |
| Impact on final product | Protein purity, bioactive compound retention, taste | Amino acid completeness, anti-nutrient levels, processing complexity |
Sourcing decisions set the ceiling for what the manufacturing process can achieve. Premium raw ingredients allow gentler processing, better flavor, and higher nutritional value. Budget ingredients demand more aggressive filtration and heavier flavoring to mask off-notes. What happens next, the actual extraction of protein from these raw materials, depends entirely on the quality walking through the factory door.
How Whey Protein Is Extracted From Milk
Quality milk has arrived at the processing facility. What happens next is where raw liquid transforms into the protein-rich ingredient that eventually fills your tub. Understanding how is whey protein powder made requires following the milk through a series of carefully controlled steps, each one concentrating the protein while stripping away everything else.
From Milk to Liquid Whey
The process begins with pasteurization. Milk is heated to a specific temperature, typically around 72 degrees Celsius (161 degrees Fahrenheit) for 15 seconds, to eliminate harmful bacteria without destroying the protein structure. This step is legally required for all dairy products sold in the United States, which means no commercial whey protein is truly "raw."
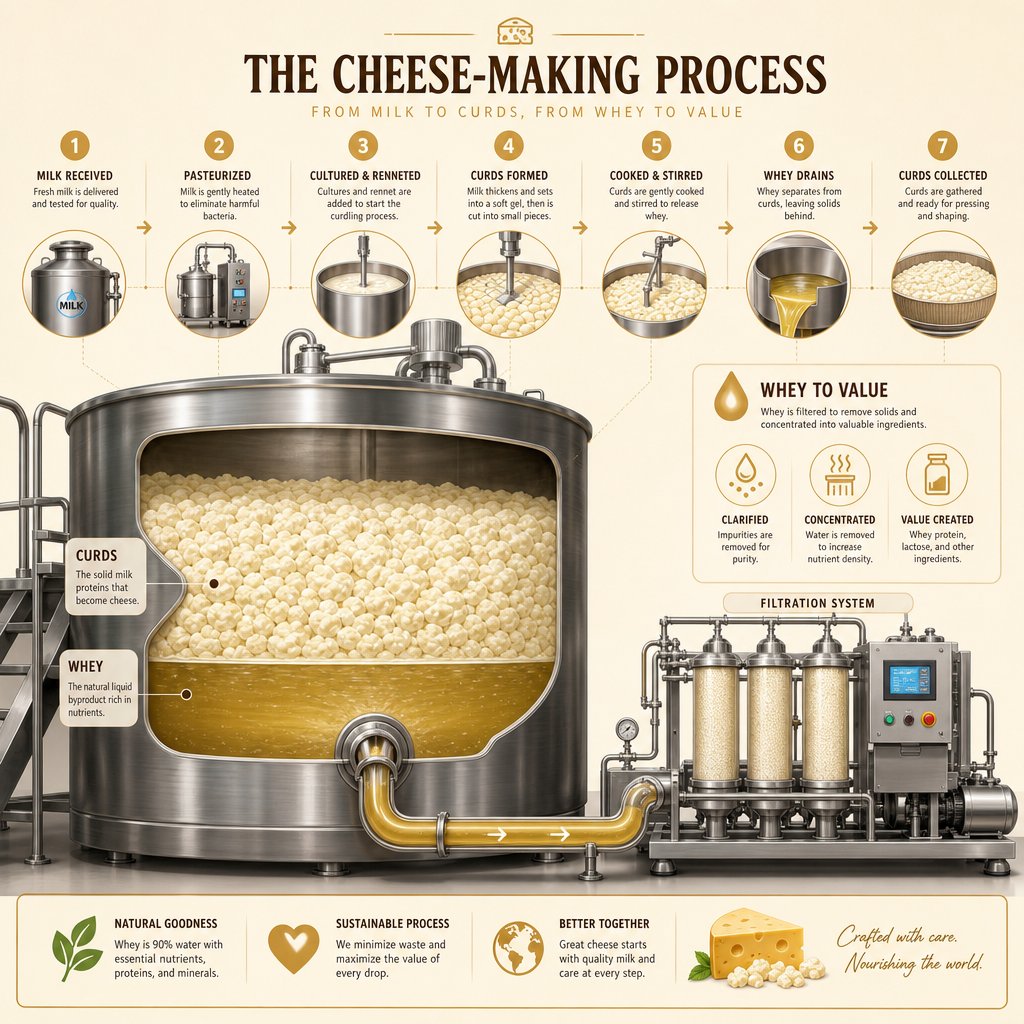
Here is where cheese-making enters the picture. After pasteurization, manufacturers add enzymes (most commonly rennet) or acid to the milk. These agents cause casein, the dominant milk protein, to coagulate into solid curds. The remaining liquid that separates from those curds? That is whey.
So what is whey, exactly? It is the thin, yellowish-green liquid left behind after milk coagulates. If you have ever opened a container of yogurt and noticed liquid pooling on top, you have seen whey in its simplest form. What is whey made of at this stage includes water, lactose, soluble proteins (beta-lactoglobulin and alpha-lactalbumin), minerals, and a small amount of fat.
The coagulation method determines the type of whey produced. Sweet whey results from enzymatic coagulation using rennet, carrying a mild flavor and a near-neutral pH of 6.0 to 6.5. Acid whey comes from acid-coagulated products like Greek yogurt and cottage cheese, with a sharper taste and a lower pH around 4.0 to 4.5. Sweet whey dominates the protein powder industry because its higher protein quality and neutral flavor make it far easier to process into supplements. Acid whey contains more minerals but less recoverable protein, making it less suitable for high-protein powders.
What constitutes whey in the context of protein supplements is almost always sweet whey, sourced from hard and semi-hard cheese production like cheddar, mozzarella, and gouda.
The Role of Enzymes in Protein Processing
Enzymes do more than just separate curds from whey. They play a second, often overlooked role later in the manufacturing process: hydrolysis.
During hydrolysis, specific proteolytic enzymes (like pepsin or pancreatin) are introduced to the whey protein. These enzymes break the long protein chains into shorter peptide fragments, essentially pre-digesting the protein. Think of it like cutting a long rope into smaller, more manageable pieces. Your digestive system absorbs these shorter peptides faster than intact proteins, which is why hydrolyzed whey is marketed toward athletes who need rapid post-workout recovery.
The degree of hydrolysis matters. Manufacturers control enzyme concentration, temperature, and reaction time to determine how extensively the proteins are broken down. Light hydrolysis produces slightly smaller peptides while preserving much of the original flavor. Aggressive hydrolysis creates very small peptides that absorb quickly but often taste bitter, a tradeoff that requires heavier flavoring to mask.
After the liquid whey is collected, it undergoes initial filtration to remove residual fats and most of the lactose. This step concentrates the protein content and prepares it for the more advanced purification methods that determine whether the final product is a concentrate, isolate, or hydrolysate.
Concentrate vs Isolate vs Hydrolysate Processing Levels
Where does whey protein come from in terms of processing depth? The same liquid whey can become three distinct products depending on how far manufacturers push the purification. Here is what separates them:
- Whey Protein Concentrate (WPC) - Contains 70-80% protein by weight. Produced through basic filtration that removes most fat and lactose while retaining some carbohydrates, minerals, and bioactive compounds. What is whey protein concentrate in practical terms? It is the least processed form, with a creamier taste and slightly higher calorie content per serving. Processing intensity is moderate.
- Whey Protein Isolate (WPI) - Contains 90% or more protein by weight. Achieved through additional filtration steps (microfiltration or ion exchange) that strip away nearly all fat and lactose. The result is a leaner powder with fewer calories and minimal dairy sugars, making it suitable for those with mild lactose sensitivity. Processing intensity is high.
- Whey Protein Hydrolysate (WPH) - Contains 80-90% protein by weight, with chains enzymatically broken into smaller peptides. This form absorbs the fastest but often carries a bitter taste due to exposed peptide bonds. It is the most processed and most expensive form. Processing intensity is very high.
Each level represents a tradeoff. Concentrate preserves more of the natural bioactive fractions found in milk but carries extra calories. Isolate delivers near-pure protein at the cost of those beneficial compounds. Hydrolysate prioritizes absorption speed but sacrifices flavor and increases price.
The filtration technology used to achieve these different purity levels varies significantly, and each method leaves its own fingerprint on the final product's quality, taste, and nutritional profile.
Filtration Methods That Determine Protein Purity
Filtration is where whey protein isolate powder gets its identity. The same liquid whey can become a vastly different product depending on which filtration technology a manufacturer selects. These methods control how much protein ends up in each scoop, which bioactive compounds survive, and whether the powder mixes smoothly or clumps in your shaker. So where does whey protein isolate come from? It comes from pushing liquid whey through increasingly selective barriers that strip away everything except concentrated protein.
Microfiltration and Ultrafiltration Explained
Microfiltration uses physical ceramic or polymer membranes with pore sizes typically between 0.1 and 10 micrometers. Liquid whey passes through these membranes under low pressure and at cool temperatures, usually below 45 degrees Celsius. Fat globules and bacteria are too large to pass through, so they stay behind. Protein molecules, being smaller, flow through with the liquid.
The result? A protein stream that retains most of its natural bioactive fractions, including immunoglobulins, lactoferrin, and glycomacropeptides. These compounds support immune function and gut health, which is why microfiltration is considered a gentler approach. You will notice that products labeled "cold-filtered" or "undenatured" almost always use this method.
Ultrafiltration takes things a step further. The membrane pore size drops to between 0.001 and 0.1 micrometers, small enough to block lactose and most minerals while allowing protein to concentrate. This is how whey protein isolate is made in many facilities: repeated passes through ultrafiltration membranes push protein content above 90% while reducing lactose to trace levels. For people with mild dairy sensitivities, this lower lactose content makes a noticeable difference in digestibility.
Ion Exchange and Cross-Flow Filtration
Ion exchange chromatography works on a completely different principle. Instead of physical size exclusion, it exploits the electrical charge of protein molecules. Whey proteins carry a net charge that depends on pH, and ion exchange chromatography uses this property to selectively bind and release proteins from a charged resin column.
The process adjusts pH to give whey proteins a specific charge, binds them to an oppositely charged resin, washes away impurities, then elutes the purified protein by shifting pH or ionic strength. This achieves the highest protein purity, often exceeding 95%. The tradeoff? The pH manipulation can denature some sensitive protein fractions and strip away beneficial sub-fractions like immunoglobulins. What is whey protein isolate made of when produced this way? Nearly pure beta-lactoglobulin and alpha-lactalbumin, with fewer of the minor bioactive peptides that survive membrane-based methods.
Cross-flow filtration solves a practical problem that plagues standard membrane systems: clogging. In conventional filtration, liquid pushes straight through the membrane, and particles accumulate on the surface over time. Cross-flow filtration runs the liquid parallel to the membrane surface, creating a sweeping action that continuously clears buildup. This allows manufacturers to run continuous production without stopping to clean filters, improving efficiency and consistency across large batches.
Cold-Processed vs Heat-Processed and Why It Matters
Temperature during filtration directly affects the whey protein amino acid profile and bioactivity of the finished product. Cold-processed filtration, typically conducted below 45 degrees Celsius, preserves the three-dimensional folding of protein molecules. This native structure keeps bioactive fractions intact and maintains the full spectrum of amino acids in their most bioavailable form. Is whey a complete protein? Yes, it contains all nine essential amino acids in generous proportions, but heat exposure during processing can reduce the bioavailability of heat-sensitive amino acids like cysteine.
Heat-processed methods, including some ion exchange protocols, expose whey to temperatures above 70 degrees Celsius. This does not destroy the amino acids themselves, but it unfolds (denatures) the protein structure. Denatured whey still delivers the same amino acid content on paper, yet some research suggests that undenatured whey better supports glutathione production due to preserved cysteine bonds.
For consumers, the filtration method shows up in everyday experience. Cold-processed microfiltration tends to produce powders with a cleaner taste, better solubility, and lower allergen potential. Ion exchange yields a slightly different flavor profile and may cause more digestive discomfort in sensitive individuals due to the loss of protective bioactive compounds.
Here is how the major filtration methods compare across key performance factors:
| Filtration Method | Temperature Used | Protein Purity Achieved | Impact on Bioactive Compounds | Best Suited For |
|---|---|---|---|---|
| Microfiltration | Below 45°C (cold) | 80-85% | High preservation of immunoglobulins and lactoferrin | Whey concentrate, undenatured isolate |
| Ultrafiltration | Below 45°C (cold) | 90-95% | Good preservation; some mineral loss | Whey protein isolate powder |
| Cross-Flow Filtration | Variable (typically cold) | 85-92% | Similar to microfiltration; continuous process reduces batch variation | High-volume production runs |
| Ion Exchange Chromatography | Variable (can involve heat) | 95%+ | Significant loss of immunoglobulins and minor peptides | Maximum purity isolate, clinical applications |
Understanding how is whey protein isolate made through these different pathways helps you read labels with sharper eyes. A product listing "cross-flow microfiltered" signals a gentler process than one simply labeled "ion exchange isolate." Both deliver high protein per scoop, but the journey there shapes everything from digestibility to immune-supporting potential.
Filtration concentrates the protein, but it still exists as a liquid at this stage. Converting that liquid into the dry, shelf-stable powder you actually buy requires an entirely different set of technologies, each with its own impact on texture, nutrient retention, and cost.

Drying Technologies That Turn Liquid Into Powder
Concentrated liquid protein still needs a shelf life. It needs to survive months in a warehouse, ship across the world without refrigeration, and dissolve cleanly in your shaker bottle. The drying stage of the protein manufacturing process is what makes all of that possible, transforming a perishable liquid into the stable powdered protein you scoop every morning. How do they make protein powder shelf-stable? By removing nearly all the water, and the method they choose to do it shapes everything from texture to nutrient retention.
Spray Drying and How It Works
Spray drying is the workhorse of the industry. The vast majority of commercial protein powders, whey and plant-based alike, are produced this way. The concept is straightforward: liquid protein concentrate is atomized into a fine mist of tiny droplets, then blasted with hot air inside a large drying chamber. Water evaporates almost instantly, and what falls to the bottom is a fine, porous powder with a moisture content between 1% and 6%.
Sounds intense? The temperatures involved are higher than you might expect. Research from Oregon State University documents inlet temperatures of 160 to 260 degrees Celsius, with outlet temperatures ranging from 60 to 120 degrees Celsius. Those numbers sound alarming, but here is the key detail: rapid water evaporation from the atomized droplets cools the surrounding air and the droplets themselves, effectively shielding the protein from the full force of that heat. Particle residence time in the chamber is typically just 17 to 30 seconds.
The advantages are clear. Spray drying offers high throughput, cost-effectiveness, and consistent powder characteristics across massive production runs. The resulting powder dissolves well, flows freely, and stores easily. This is how protein powder is made at scale for the overwhelming majority of brands on the market.
Freeze Drying vs Drum Drying
Freeze drying, also called lyophilization, takes the opposite approach. Instead of heat, it uses extreme cold and vacuum pressure. The liquid protein is first frozen solid, typically at temperatures between -40 and -65 degrees Celsius. Then, under vacuum conditions (around 0.05 mbar), the frozen water sublimates directly from ice to vapor without ever passing through a liquid phase. The result is a lightweight, porous powder that rehydrates quickly.
The appeal of freeze drying lies in its gentleness. Without high temperatures, heat-sensitive bioactive compounds like lactoferrin and immunoglobulins face less thermal stress. However, freeze drying introduces its own challenges: freeze-thaw cycles and dehydration stresses can still cause conformational changes in certain proteins. And the cost? Studies comparing the two methods estimate freeze drying is approximately six times more expensive than spray drying per kilogram of water removed. That cost difference explains why freeze-dried protein powders remain niche products rather than mainstream options.
Drum drying is the oldest of the three methods and the least common today. Liquid protein is spread as a thin film across heated rotating rollers (drums), where it dries rapidly through direct contact with the hot metal surface. The dried film is then scraped off and milled into powder. While simple and energy-efficient, drum drying exposes protein to prolonged direct heat contact, which can damage heat-sensitive amino acids and produce off-flavors. You will rarely see this method used for premium sports nutrition products, though it still appears in some lower-cost food ingredient applications.
Does Heat Processing Destroy Protein Quality
Here is where a common misconception needs correcting. Many consumers assume that heat during drying "destroys" protein, making it nutritionally worthless. The reality is more nuanced.
Denaturation means the protein's three-dimensional structure unfolds. It does not mean the amino acids themselves are destroyed. Think of it this way: imagine unraveling a ball of yarn. The yarn is still yarn, just in a different shape. Your body breaks protein down into individual amino acids during digestion anyway, so an unfolded protein still delivers the same building blocks for muscle repair and growth.
What denaturation can affect is the bioactivity of specific protein fractions. Immunoglobulins, lactoferrin, and other bioactive compounds rely on their folded shape to perform immune-supporting functions. Once unfolded, they lose those specialized activities even though their amino acid content remains intact. A 2024 study published in the Journal of Food Science found that commercial-scale spray drying and freeze drying produced no significant differences in the retention of key bioactive proteins when the whey had already undergone standard pasteurization steps. The researchers concluded that upstream heat treatments (pasteurization) likely caused the initial degradation, and the drying method itself had minimal additional impact.
For most people buying protein powder purely for its amino acid content and muscle-building benefits, the drying method makes little practical difference to nutritional value. For those specifically seeking bioactive immune factors, cold-processed and minimally heated options may offer a marginal advantage.
How the protein powder is made during this drying stage also determines everyday user experience. Here is how the three methods compare:
| Drying Method | Process Description | Temperature Range | Effect on Amino Acids | Powder Texture | Cost | Common Applications |
|---|---|---|---|---|---|---|
| Spray Drying | Liquid atomized into hot air chamber; water evaporates in seconds | Inlet: 160-260°C; Outlet: 60-120°C | Amino acids preserved; some Maillard reactions possible with residual lactose | Fine, porous, good flowability | Low to moderate | Most commercial whey and plant protein powders |
| Freeze Drying | Frozen solid under vacuum; ice sublimates directly to vapor | -40 to -65°C (freezing); 30°C final product temp | Amino acids well preserved; minimal thermal modification | Light, flaky, highly porous, fast rehydration | High (approx. 6x spray drying) | Premium supplements, heat-sensitive bioactive formulas |
| Drum Drying | Thin film spread on heated rotating rollers; scraped off after drying | 120-170°C (direct contact) | Higher risk of Maillard browning and lysine blockage due to prolonged heat contact | Flaked, denser, may require additional milling | Low | Budget food ingredients, animal feed protein |
Solubility, shelf stability, and mouthfeel all trace back to this single manufacturing decision. Spray-dried powders tend to mix smoothly with minimal clumping. Freeze-dried versions dissolve quickly but cost significantly more. Drum-dried products often require additional processing to achieve acceptable texture for consumer supplements.
Drying converts liquid protein into a stable powder, but that powder is still unflavored, unsweetened, and far from the chocolate or vanilla product you actually buy. The final blending stage is where raw powdered protein becomes a finished consumer product, and it introduces its own set of variables that affect both taste and safety.

How Plant-Based Protein Powders Are Manufactured
Whey protein has a relatively straightforward origin story: separate curds from liquid, filter, dry. Plant-based protein powders face a fundamentally different challenge. Protein in plants is locked inside cell walls, bound up with starch, fiber, and fat, and surrounded by anti-nutritional compounds that can interfere with digestion. Extracting it at concentrations high enough to compete with whey requires more steps, more processing decisions, and more creative chemistry.
So what is vegan protein powder made of, and how does it go from a field crop to a fine powder? The answer varies by source, but every plant protein follows a similar logic: break open the plant structure, dissolve or separate the protein, remove everything else, and dry what remains.
Pea Protein Extraction Step by Step
Pea protein powder made from yellow split peas (Pisum sativum) has become one of the most popular plant-based options, largely because peas contain fewer allergens than soy and deliver a strong amino acid profile. The raw peas contain roughly 20-25% protein on a dry basis, along with about 45% starch, lipids, and fiber. Getting from 20% to the 80%+ concentration found in commercial organic pea protein powder requires aggressive separation.
Here is how pea protein is made at industrial scale:
- Milling - Dried yellow peas are ground into a fine flour using hammer or cyclone mills, breaking open the cellular structure and increasing surface area for extraction
- Alkaline solubilization - The pea flour is dispersed in water and the pH is raised to approximately 9-11 using sodium hydroxide. Under these alkaline conditions, pea proteins (primarily globulins and albumins) dissolve into solution while insoluble starch and fiber remain behind
- Centrifugation - The slurry is centrifuged to separate the protein-rich liquid supernatant from the insoluble residue containing starch and fiber
- Isoelectric precipitation - The pH of the protein solution is dropped to around 4.5 using hydrochloric acid. At this isoelectric point, pea proteins lose their solubility and precipitate into a curd
- Washing and neutralization - The protein curd is washed to remove residual sugars and minerals, then neutralized back to pH 7
- Drying - The neutralized protein slurry is spray dried to produce the final powder
This alkaline extraction followed by isoelectric precipitation is the dominant industrial method. However, research published in Food & Function (2024) demonstrates that extraction method significantly impacts both protein structure and digestibility. The study found that alkaline-extracted pea protein showed partial denaturation and lower protein solubility (around 27%) compared to salt-extracted pea protein (approximately 77% solubility). More native protein structures digested faster and more completely in vitro.
Why does this matter for your scoop? Protein solubility directly affects mixability and how quickly your body can access the amino acids. The harsh alkaline conditions used in standard industrial extraction can increase hydrophobic interactions between proteins, reducing both functional performance and digestive accessibility. Some manufacturers are exploring gentler salt extraction methods to preserve native protein structure, though yields tend to be lower.
Soy, Rice, and Hemp Processing Methods
Pea is not the only game in town. Each plant source brings its own extraction challenges and unique processing requirements.
Soy protein follows a similar alkaline extraction pathway but adds a critical defatting step. Soybeans contain 40-45% protein but also carry significant oil content. The process begins with cleaning and mechanical dehulling to remove the outer hull and reduce fiber. Dehulled soybeans are then flaked and defatted using food-grade hexane extraction, reducing fat content below 1%. The resulting defatted flakes are solubilized under alkaline conditions (pH 8-9), centrifuged to remove insoluble carbohydrates, precipitated at pH 4.5, washed, neutralized, and spray dried. The final soy protein isolate achieves protein concentrations exceeding 90%. For consumers seeking a protein powder that does not contain soy, this hexane defatting step is often cited as a concern, though residual solvent levels in finished products are tightly regulated and typically negligible.
Rice protein presents a different puzzle. Rice is predominantly starch (around 80%), with protein making up only 7-9% of the grain. Mechanical separation alone cannot achieve useful protein concentrations. Instead, manufacturers use enzymatic extraction: carbohydrate-specific enzymes (amylases and cellulases) break down the starch and fiber matrix, releasing the embedded protein. The protein fraction is then separated by centrifugation, concentrated, and dried. This enzymatic approach is gentler than alkaline extraction and avoids the pH extremes that can denature protein, but it requires longer processing times and careful enzyme selection to avoid degrading the protein itself.
Hemp protein takes the simplest path of the four. Hemp seeds are first cold-pressed to extract their valuable oil (rich in omega-3 and omega-6 fatty acids). The remaining press cake, now defatted, still contains 30-50% protein. This cake is simply milled into a fine powder and sieved to separate protein-rich fractions from residual fiber. Because hemp protein skips the alkaline extraction and precipitation steps entirely, it retains more of its natural fiber and fat content. The tradeoff is lower protein concentration, typically 50-70% compared to 80-90% for pea or soy isolates.
The table below compares how these four plant sources move through manufacturing:
| Plant Source | Extraction Method | Typical Protein Yield | Processing Complexity | Amino Acid Completeness |
|---|---|---|---|---|
| Pea | Alkaline solubilization + isoelectric precipitation | 80-90% | High (multiple pH adjustments, centrifugation, washing) | Good; low in methionine and cysteine |
| Soy | Hexane defatting + alkaline extraction + isoelectric precipitation | 90%+ | Very high (defatting adds solvent handling and recovery steps) | Complete; all essential amino acids present |
| Rice | Enzymatic hydrolysis of starch matrix + centrifugal separation | 80-90% | Moderate to high (enzyme cost, longer processing time) | Incomplete; low in lysine |
| Hemp | Cold-pressing for oil removal + mechanical milling and sieving | 50-70% | Low (minimal chemical processing) | Nearly complete; low in lysine, adequate leucine |
Notice the pattern: achieving protein concentrations comparable to whey isolate (90%+) demands significantly more processing steps for plant sources. Whey starts as a protein-rich liquid that simply needs purification. Plant proteins start trapped inside complex cellular matrices alongside starch, fiber, fat, and anti-nutritional compounds, all of which must be systematically removed.
Blending Plant Sources for Complete Amino Acid Profiles
Here is the core limitation of most single-source vegan protein powder options: amino acid gaps. Pea protein delivers strong levels of lysine and branched-chain amino acids but falls short on methionine. Rice protein is the mirror image, rich in methionine but low in lysine. Neither alone qualifies as a complete protein supplement by the standard definition (providing all nine essential amino acids in adequate proportions for human needs).
Manufacturers solve this by blending. A pea-rice combination is the most common pairing because their amino acid profiles are complementary. Together, they create complete protein powders that rival whey in essential amino acid coverage. Some formulations add hemp, pumpkin seed, or sunflower seed protein to further round out the profile and improve texture.
Processing also affects anti-nutritional factors that can reduce protein absorption. Raw legumes contain phytic acid (which binds minerals and reduces their bioavailability), lectins (which can irritate the gut lining), and trypsin inhibitors (which interfere with protein digestion). The alkaline extraction and heat treatment steps used in manufacturing significantly reduce these compounds. Research shows that isoelectric precipitation removes a substantial portion of phytic acid along with the discarded supernatant, while spray drying temperatures further deactivate trypsin inhibitors and lectins.
However, the same aggressive processing that eliminates anti-nutrients can also damage protein structure. The 2024 Food & Function study found that alkaline-extracted pea protein showed significantly lower in vitro digestion kinetics compared to more gently extracted versions. This creates a balancing act for manufacturers: process aggressively enough to remove anti-nutrients and achieve high protein concentration, but not so aggressively that you compromise digestibility and functional performance.
For consumers, the practical takeaway is straightforward. Single-source plant proteins work fine if your overall diet provides the missing amino acids from other foods. But if you rely heavily on protein powder as a primary protein source, a blended formula or a complete protein supplement that combines complementary plants will deliver a more balanced amino acid intake without requiring you to think about food combining.
Whether plant-based or dairy-derived, the protein powder emerging from the drying stage is still a plain, unflavored bulk ingredient. Turning it into the chocolate, vanilla, or strawberry product you actually enjoy drinking involves an entirely separate set of formulation decisions around flavoring, sweetening, and blending.
Flavoring, Sweetening, and Final Product Blending
Plain protein powder fresh off the spray dryer tastes like chalky nothing at best and bitter cardboard at worst. The blending stage is where manufacturers transform that raw bulk ingredient into something you actually want to drink. It is also where the full list of protein powder ingredients gets assembled, and where new risks can enter the product if quality controls slip.
How Flavoring and Sweetening Systems Work
Ever wonder what is in protein powder beyond the protein itself? Flavoring is a surprisingly complex science. A vanilla protein powder, for example, does not simply contain vanilla extract poured into a mixer. Manufacturers use standardized flavoring compounds, either natural (derived from actual vanilla beans, cocoa, or fruit extracts) or artificial (synthesized molecules that mimic specific taste profiles). Natural flavors are extracted, concentrated, and blended to hit a precise flavor intensity that remains consistent across production batches, regardless of seasonal variation in the raw botanical source.
Cocoa powder used in chocolate formulations is standardized for fat content, particle size, and alkalinity. These variables determine whether the finished shake tastes rich and smooth or thin and acidic. Artificial flavoring compounds offer tighter batch-to-batch consistency at lower cost, which is why budget brands lean on them heavily.
Sweeteners round out the taste profile without adding significant calories. The most common options include:
- Sucralose - 600 times sweeter than sugar, heat-stable, zero calories, widely used for its clean sweetness with minimal aftertaste
- Stevia (steviol glycosides) - Plant-derived, zero calories, can carry a slight bitter or licorice-like aftertaste at higher concentrations
- Monk fruit extract - Natural, zero calories, perceived as cleaner-label but more expensive than sucralose
- Sugar alcohols (erythritol, xylitol) - Low calorie, provide mild sweetness and bulk, but can cause digestive discomfort in sensitive individuals at higher doses
Most brands use a combination rather than a single sweetener. Blending stevia with monk fruit, for instance, allows formulators to mask the off-notes of each while achieving the desired sweetness level at a lower total concentration. The specific whey protein powder ingredients listed on your label reflect these formulation tradeoffs between taste, cost, and consumer perception.
Emulsifiers, Thickeners, and Mixability Agents
Protein molecules are not naturally inclined to dissolve smoothly in water. Without help, they clump, foam, and leave gritty residue at the bottom of your glass. Emulsifiers and thickeners solve this problem by modifying how the powder interacts with liquid.
Here are the most common additives and what they do:
- Soy lecithin or sunflower lecithin - Acts as an emulsifier, reducing surface tension so powder disperses quickly in water instead of floating on top
- Xanthan gum - A polysaccharide thickener that creates a slightly creamy mouthfeel and prevents separation after mixing
- Guar gum - Similar to xanthan gum, improves viscosity and gives shakes a smoother texture
- Cellulose gum (carboxymethylcellulose) - Stabilizes the mixture and prevents protein from settling out over time
- Digestive enzymes (lactase, protease blends) - Added to improve digestion and reduce bloating, particularly in whey-based formulas
What about tasteless protein powder options? These skip the flavoring and sweetening systems entirely but still typically include lecithin for mixability. Unflavored versions appeal to consumers who blend protein into cooking, baking, or savory recipes where chocolate or vanilla would be unwelcome. The manufacturing process is simpler, with fewer ingredients in protein shakes made from these products, but the base protein itself may taste more pronounced without masking agents.
Contaminant Risks During Blending and How They Are Managed
Blending introduces risks that did not exist during earlier processing stages. Independent testing has revealed that some protein powders contain trace amounts of heavy metals including lead, cadmium, arsenic, and mercury. Where do these come from during blending?
Several pathways exist. Processing equipment made from stainless steel or other alloys can leach trace metals through friction and wear over thousands of production cycles. Flavoring ingredients, particularly cocoa, are a documented source of cadmium depending on the growing region and soil conditions. Cross-contamination with allergens (dairy, soy, tree nuts) occurs when production lines handle multiple formulations without adequate cleaning between runs.
Responsible manufacturers mitigate these risks through several controls:
- Dedicated production lines for allergen-free products to prevent cross-contact
- Regular equipment maintenance and replacement schedules to minimize metal leaching
- Batch testing of flavoring ingredients, especially cocoa, for heavy metal content before they enter the blend
- Finished product testing against established limits for arsenic, lead, cadmium, and mercury
- Transparent labeling that discloses all whey protein ingredients and potential allergen warnings
What's in protein powder at this stage is the complete formula: base protein, flavoring compounds, sweeteners, emulsifiers, and sometimes added vitamins or amino acids. Every ingredient that touches the blend becomes part of what you consume, which is why the quality control systems governing this final stage matter just as much as the filtration and drying technologies that came before.
The blending room produces a finished product, but how do you know that product actually contains what the label claims? That question leads directly into the testing protocols and third-party certifications that separate trustworthy brands from those cutting corners.

Quality Control Testing and Certifications That Matter
A protein powder can survive every stage of manufacturing, from farm sourcing through filtration and drying, and still fail the consumer at the very end. How? If testing is inadequate, the label might overstate protein content, underreport heavy metals, or miss microbial contamination entirely. Is protein powder safe? That depends almost entirely on the quality control systems a manufacturer has in place and whether anyone independent is verifying their claims.
Testing Stages From Raw Materials to Finished Product
Quality control is not a single checkpoint at the end of a production line. It is a layered system with verification points at every major stage. Here is how it works in a well-run facility:
Raw material verification comes first. Before any ingredient enters the blending room, it undergoes identity testing to confirm it is actually what the supplier claims. Under FDA 21 CFR Part 111, manufacturers cannot simply accept a supplier's Certificate of Analysis at face value. They must perform at least one specific identity test on every incoming batch of dietary ingredients. This catches adulteration, mislabeling, and contamination before they become part of your scoop.
In-process testing happens during manufacturing itself. Blend uniformity checks confirm that protein, flavoring, and other ingredients are evenly distributed throughout the batch, so every serving delivers the same protein powder nutrition regardless of where in the container you scoop from. Moisture analysis ensures the powder is dry enough for shelf stability. Weight checks verify that each container receives the correct fill amount.
Finished product analysis is the final gate before release. This includes potency testing (does the protein content match the label claim?), microbiological screening (are pathogenic bacteria like Salmonella, E. coli, or Listeria absent?), and contaminant testing for heavy metals. A comprehensive finished product Certificate of Analysis (CoA) reports actual measured levels of lead, cadmium, arsenic, and mercury alongside the test methods used and detection limits achieved.
One of the cons of protein powder as a supplement category is that not all manufacturers execute these steps with equal rigor. Some brands skip independent verification entirely, relying on supplier documentation alone. Others test only a fraction of incoming batches. The difference between a trustworthy product and a risky one often comes down to how seriously a manufacturer treats these invisible quality layers.
Third-Party Certifications and What They Guarantee
Manufacturer self-testing is necessary but not sufficient. Third-party certification adds an independent layer of accountability by having an outside organization verify claims, inspect facilities, and test products without the manufacturer controlling the process.
Three programs dominate the protein powder space:
NSF Certified for Sport is the gold standard for athletes. NSF tests for over 290 banned substances including stimulants, narcotics, steroids, diuretics, and masking agents. The program also includes formulation and label review, production facility inspections, and ongoing monitoring. MLB, NHL, and CFL clubs are permitted to only provide products carrying this certification, and the NFL, PGA, and LPGA recommend it as well. For competitive athletes wondering are protein powders safe for their career, this certification directly addresses that concern.
Informed Sport operates similarly, testing every batch of a certified product for substances prohibited by the World Anti-Doping Agency (WADA). Their testing covers over 250 banned substances, and products carry a unique batch-specific certification number that consumers can verify online. The program is particularly popular among international athletes and brands selling across multiple markets.
USP Verified takes a different angle. Rather than focusing on banned substances, USP verification confirms that the product contains what the label says it contains, in the declared amounts, and that it will dissolve properly in the body. USP also tests for harmful contaminants and verifies that the product was manufactured under Good Manufacturing Practices. This certification is especially relevant for consumers focused on protein powder nutritional information accuracy rather than athletic compliance.
Here is how these programs compare across key factors:
| Certification Program | Certifying Body | What Is Tested | Designed For | How Consumers Can Verify |
|---|---|---|---|---|
| NSF Certified for Sport | NSF International | 290+ banned substances, label accuracy, facility GMP compliance, contaminants | Professional and collegiate athletes | NSF Sport online database and mobile app with barcode scanner |
| Informed Sport | LGC Group | 250+ WADA-prohibited substances, batch-specific testing | Athletes at all levels, international markets | Informed Sport website with batch number lookup |
| USP Verified | U.S. Pharmacopeia | Label accuracy (identity, potency, purity), dissolution, contaminants, GMP audit | General consumers focused on label trust and product quality | USP Verified Mark on label, USP online verified product list |
No single certification covers everything. NSF Certified for Sport is strongest on banned substance screening. USP Verified is strongest on label accuracy and dissolution performance. Informed Sport offers the most accessible batch-level traceability. Ideally, you want a product carrying at least one of these marks, but understanding what each actually tests helps you match the certification to your specific concern.
How to Identify Quality Manufacturing From the Label
Not every quality indicator requires a third-party logo. You can learn a lot about manufacturing standards by reading the protein powder nutrition label and packaging carefully. Here is what to look for in protein powder when evaluating manufacturing quality:
GMP compliance statements. Good Manufacturing Practice (GMP) compliance means the facility follows FDA-mandated protocols for sanitation, equipment maintenance, personnel training, batch documentation, and quality testing. Look for phrases like "manufactured in a GMP-certified facility" or references to NSF/ANSI 455-2, the specific consensus standard for dietary supplement GMP. This is not optional in the United States. All supplement manufacturers must follow 21 CFR Part 111. But third-party GMP audits by organizations like NSF go beyond the legal minimum by independently verifying compliance rather than relying on self-reporting.
Contract manufacturers operating at scale demonstrate how GMP systems work in practice. For example, ZhuFeng's OEM/ODM manufacturing services maintain certified production environments with documented quality testing protocols across multiple product formats, from powder and granules to capsules and gummies. Brands that lack the capital to build and certify their own facilities can leverage these established quality systems rather than starting from scratch, which is how many supplement companies bring products to market while still meeting rigorous testing standards.
Lot numbers and traceability. Every container should carry a lot or batch number. This allows the manufacturer to trace any quality issue back to specific raw materials, production dates, and test results. If a product lacks a lot number, that is a red flag suggesting inadequate batch documentation.
Transparent labeling. Is protein powder good for you? That depends partly on whether you can trust what the label says. Look for complete Supplement Facts panels that list exact amounts of each ingredient rather than hiding behind proprietary blends. Brands that publish batch-specific CoAs on their website, or provide them upon request, demonstrate a level of transparency that goes beyond regulatory minimums.
Heavy metal and contaminant disclosures. Some brands voluntarily disclose their testing results for lead, cadmium, arsenic, and mercury. Others reference California Proposition 65 compliance as a benchmark. While no FDA-established maximum limits exist specifically for protein powders, brands that proactively test and disclose results signal stronger quality commitment.
The bottom line: manufacturing quality is not something you can taste or see in the powder itself. It lives in documentation, testing protocols, and independent verification. When you understand what these certifications and label indicators actually mean, you shift from trusting marketing claims to evaluating evidence. That knowledge becomes even more powerful if you are considering launching your own protein product, where every quality decision you make during manufacturing directly shapes what your customers experience.
Turning Your Protein Formula Into a Finished Product
Understanding how protein supplements are made is valuable as a consumer. It becomes essential if you are planning to launch your own brand. The sourcing, extraction, filtration, drying, blending, and testing stages covered throughout this article represent a massive infrastructure investment, one that most new supplement businesses cannot afford to build from scratch. That is where contract manufacturing enters the picture.
How OEM and ODM Manufacturing Works for Protein Products
What are protein supplements from a business perspective? They are products that require specialized equipment, regulatory expertise, and quality systems that take years to develop. Two partnership models let brands access this infrastructure without owning it:
OEM (Original Equipment Manufacturer) means you bring your own formula and the manufacturer produces it to your specifications. You control the ingredient ratios, protein sources, and flavor profiles. This model suits brands with proprietary formulations or in-house R&D capability that want complete differentiation in the market.
ODM (Original Design Manufacturer) means the manufacturer provides proven formulations that you brand as your own. You choose from existing recipes, customize flavors or adjust ingredient ratios, and focus your energy on marketing and distribution rather than formulation science. This model gets protein products to market faster and at lower startup cost, typically 2-4 weeks versus 2-3 months for full OEM development.
Many successful brands use a hybrid approach: starting with an ODM base formula and adding unique functional ingredients or adjusting ratios to create differentiation without the full cost and timeline of ground-up formulation.
Choosing Product Formats and Custom Formulations
How are protein shakes made in formats beyond the traditional tub of powder? Modern contract manufacturers offer flexibility across multiple delivery systems. What are protein shakes made of when they come as a gummy or a capsule instead of a powder? The same core protein and functional ingredients, adapted to different consumption preferences.
Here are the key product format options available through contract manufacturing:
- Powder and granules - Traditional protein powder types including whey, plant blends, and collagen in single-serve sachets or full-size containers
- Hard capsules - Concentrated protein or amino acid formulations for consumers who prefer pills over shakes
- Tablets - Compressed formats suitable for amino acid complexes and protein-adjacent supplements like digestive enzymes
- Soft capsules - Ideal for oil-based formulations combining protein with omega-3s or fat-soluble nutrients
- Gummy candy - One of the fastest-growing supplement formats, appealing to consumers who want taste and convenience over maximum protein density
- Oral liquids - Ready-to-drink protein formulations and liquid amino acid supplements
The U.S. supplement market reached $69.3 billion in 2024, with sports nutrition growing 8.4% and non-pill formats now holding about 65% market share. Powders account for 17% of all supplement sales, while gummies lead at 25.5%. These numbers explain why brands increasingly launch across multiple formats rather than committing to powder alone. Different types of protein powder and delivery formats let you reach different consumer segments without developing entirely separate supply chains.
From Concept to Market-Ready Product
How are protein supplements made when you are starting from zero? The typical journey from idea to shelf-ready product follows a predictable sequence:
- Concept and model selection - Decide whether OEM, ODM, or hybrid fits your resources and differentiation goals
- Formulation development - Work with the manufacturer's R&D team to finalize ingredients, dosages, and flavor profiles
- Sample production and testing - Receive pilot batches for taste testing, stability evaluation, and label verification
- Regulatory compliance - Ensure Supplement Facts panels, ingredient statements, allergen disclosures, and claims meet FDA requirements under 21 CFR Part 111
- Scaling to commercial production - Move from pilot batches to full manufacturing runs with consistent quality across thousands of units
- Packaging and fulfillment - Final packaging, labeling, and preparation for distribution channels
Full-service manufacturers handle this entire pipeline under one roof. ZhuFeng, for example, offers OEM/ODM health food manufacturing across all the formats listed above, from powder and granules to gummies and oral liquids, with customized formulation and scalable production for nutrition brands, supplement importers, and private label sellers. Having a single partner manage formulation, production, quality testing, and packaging eliminates the coordination gaps that occur when working with multiple vendors at different stages.
The supplement industry rewards brands that are thoughtful about quality, compliant with regulations, and focused on solving real consumer problems. Whether you are choosing a protein powder for personal use or building a brand around one, the manufacturing knowledge in this article gives you the foundation to evaluate products and partners with sharper judgment. Every scoop tells a story of sourcing decisions, processing tradeoffs, and quality commitments. Knowing that story puts you in control.
Frequently Asked Questions About How Protein Powder Is Made
1. What is protein powder made from?
Protein powder is made from animal or plant sources including cow's milk (whey and casein), yellow peas, soybeans, rice, hemp seeds, eggs, collagen, and beef. Dairy-based whey protein starts as the liquid byproduct of cheese production, while plant proteins are extracted from crops using alkaline solubilization, enzymatic hydrolysis, or mechanical pressing. Each source undergoes extraction, filtration, drying, and blending to concentrate the protein content from its natural level (often 3-25%) up to 80-95% in the finished powder.
2. Is whey protein safe and how is quality controlled?
Whey protein safety depends on the manufacturer's quality control systems. Reputable producers test at three stages: raw material verification (identity and contaminant screening), in-process checks (blend uniformity and moisture), and finished product analysis (potency, microbiological screening, heavy metals). Third-party certifications like NSF Certified for Sport, Informed Sport, and USP Verified add independent accountability. Consumers can verify quality by checking for lot numbers, GMP compliance statements, and transparent Supplement Facts panels on the label. Contract manufacturers like ZhuFeng maintain certified production environments with documented testing protocols to ensure consistent safety across large-scale production runs.
3. What is the difference between whey protein concentrate and isolate?
The difference comes down to filtration depth. Whey protein concentrate (WPC) undergoes basic filtration to reach 70-80% protein content, retaining some fat, lactose, and bioactive compounds like immunoglobulins. Whey protein isolate (WPI) passes through additional microfiltration or ion exchange steps that push protein content above 90% while reducing fat and lactose to trace levels. Isolate delivers more protein per calorie and suits those with mild lactose sensitivity, but concentrate preserves more naturally occurring beneficial fractions. Hydrolysate adds enzymatic pre-digestion for faster absorption but often tastes bitter and costs more.
4. How is plant-based protein powder different from whey in manufacturing?
Plant-based protein manufacturing requires significantly more processing steps because protein in plants is trapped inside cell walls alongside starch, fiber, and anti-nutritional compounds. Whey starts as a protein-rich liquid needing only purification, while pea protein requires milling, alkaline solubilization, centrifugation, isoelectric precipitation, washing, and drying. Plant sources also face amino acid completeness challenges — pea lacks methionine while rice lacks lysine — so manufacturers often blend multiple sources to create a complete amino acid profile. Processing must also reduce anti-nutrients like phytic acid and trypsin inhibitors without over-damaging protein structure.
5. Does heat processing during manufacturing destroy protein powder's nutritional value?
Heat processing denatures protein (unfolds its 3D structure) but does not destroy the amino acids themselves. Your body breaks protein into individual amino acids during digestion regardless of structure, so denatured protein still delivers the same muscle-building blocks. What heat can reduce is the bioactivity of specific fractions like lactoferrin and immunoglobulins, which rely on their folded shape for immune-supporting functions. Research shows that standard pasteurization causes most initial degradation, and the drying method (spray vs freeze) has minimal additional impact. For most users focused on amino acid intake, drying method makes little practical difference.


